

Why did Toyota kill JIT and how could it respond differently to the semiconductor crisis?

“Toyota and Lexus brand vehicle sales are expected to be 9.6 million units, which is 105.6% of such sales of the previous fiscal year” – Kenta Kon, CFO, Toyota Motors Corp.
This is the excerpt from Toyota’s Q4 2021 earnings call regarding forecast guidance for 2022. When every major auto manufacturer was announcing plant shutdowns and deep cuts in their future projections due to semiconductor chip shortage, Toyota was projecting a growth. AlixPartners is forecasting 7.7 million units in production loss for 2021 in this article.
Though Toyota had to restate its projection later to 9.4 million units and went flat for 2022 due to chip shortage, it is very evident that Toyota managed the semiconductor shortages much better than the competition and other industries.
In my previous blog on semiconductor shortage - Who moved my chips? Part 2 – Weathering the storm, I discussed various strategies that could be adopted to minimize the impact of chip shortage. Now let us look at how Toyota reacted differently and what enabled this organization to stay ahead of the competition.
Toyota mainly focused on the following:
Inventory buffering killing JIT principle: Just in time inventory (JIT) policy is considered to be a key element of the legendary Toyota Production System (TPS). Toyota made modifications to this and held strategic inventory buffers for semiconductor chips (4-6 months inventory) to wade through disruptions. They knew very well that chips need to be treated differently than other components, great learning post-earthquake hit supply disruption.
Multi-tier supplier collaboration: Toyota re-designed their systems and process to enable smooth and efficient communication with not just tier 1 suppliers, but interacted with tier 2 and tier 3, etc. Also gave long-term firm purchase commits to reduce causal variations in customer-supplier relationships giving more confidence to suppliers.
A quick assessment of alternate parts: Post-earthquake that hit Toyota supply chain badly, they made changes to their internal processes to assess alternate products in a speedy manner.
Why Toyota could do it?
Here is what made Toyota address the puzzle of supply chain resilience against unprecedented disruption differently.
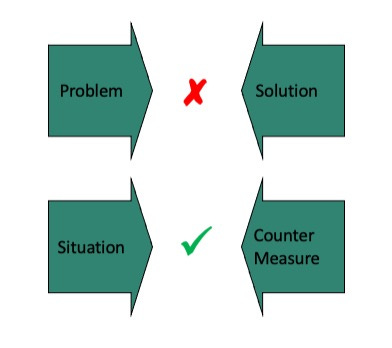
Solution Vs Counter Measures
Toyota looks at problems from a different perspective, there are never problems but only situations that affect achieving goals. There are no solutions, which would mean the problem is solved, but only countermeasures.
The solution is fixed, countermeasure evolves and improves continuously. This is a fundamentally different way of approaching obstacles while achieving goals as described in this great HBR article Decoding the DNA of the Toyota Production System
JIT, Kanban, Andon Cords, Poke Yoke (error proofing), SMED (Setup time reduction approach) are all tools developed as a countermeasure to a specific situation. When the situation changes, countermeasures are modified.
JIT inventory strategy won’t work well for semiconductor components that have extremely long lead times. This is what Toyota learned going through supply disruption from the earthquake, hence ‘killed’ JIT and replaced it with inventory buffers needed to smoothen production flow.
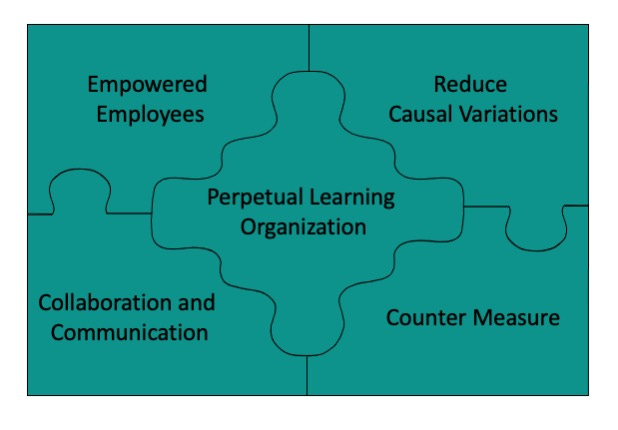
Empowering ‘foot soldiers’ of the organization
In Toyota, improvements are always led by frontline workers with appropriate direction from the supervisors. It is the people who own the activity that improve the activity. The same principle is used at all levels in the organization to enable learning at all levels.
“Toyota employees are - A disciplined yet flexible and creative community of scientists who continually push Toyota closer to its zero-defects, just-in-time, no-waste ideal” - Decoding the DNA of Toyota Production System, Harvard Business Review
Reducing causal variations
Variations are part of any process, but there are two types. One is a natural variation associated with any process which would result in minor variations in outcome. Second is the variation with assignable causes, like no proper worker training resulting in badly fit car seats. The reasons for the causal variations need to be identified and eliminated for a predictable outcome.
Every step of the value chain is well defined by activity content, sequence, timing, and outcome expected in order to prevent/reduce variation. Process variation prevents learning as it disconnects cause (how an activity is performed) and its effect (outcome)
Collaboration and Communication
Collaboration across multiple tiers of suppliers as well internal/external customer nodes are critical aspects of how Toyota deals with uncertainty. Every connection is standardized and direct, mentioning the people involved. This sharing information at multiple levels and firmness in commitment with well-defined communication.
A very well-defined communication path across multiple tiers of semiconductor supplier-customer links and firmness in plan helped Toyota react to changes faster.
Perpetual Learning Organization
I have previously discussed the importance of customer empathy and learning organization in this blog - What your organization needs to innovate at all levels?
Toyota takes learning organization to next level. Toyota as a company is a great learning machine, never stopped learning from the crisis. From Lehman shock to Great East Japan Earthquake to Renesas factory fire learning and its application never stops.
With very well-defined activities, their pathways, empowered frontline workers, every time a value chain pathway is used, an experiment occurs testing the hypothesis.
For example, a supplier is expected to fulfill a requirement in two weeks’ time. Every time a product flows through this pathway, this hypothesis is tested and assumptions validated. If the supplier cannot fulfill in two weeks’ time, this change is immediately flagged for further experimentation and changes. This type of continuous process enables an organization with perpetual learning and improvement.
What should organizations do to stay ahead?
To achieve operational success similar to Toyota it is critical that we learn the foundation principles on which Toyota operates and not just the tools like JIT, Kanban, etc which are mere countermeasures. Organizations need to focus on these three aspects and build their own model that fit their purpose.
1. Culture that empowers employees at the edges of the organization.
2. Scientific rigor enabled experimentation and continuous learning
3. Collaboration and communication at all levels